Сварка полипропиленовых труб своими руками
Содержание:
- 2 Виды труб
- Инструкция по сварке
- Какие ошибки мастера совершают чаще всего?
- Виды пластиковых труб, тонкости процесса спайки
- Подготовка к пайке полипропилена: этапы
- Как выглядит процесс пайки: этапы и видео
- Виды пластиковых канализационных труб
- Как выбрать качественную полипропиленовую трубу
- Рекомендации — как паять полипропиленовые трубы
- Таблица расчета времени
- Не соблюдение времени нагрева трубы
- Пайка полипропилена, технологическая последовательность
- Дополнительные элементы для монтажа
2 Виды труб
По полипропиленовым трубам (ППР) может передаваться как холодная, так и горячая вода. В зависимости от требований, предъявляемых к водопроводу, используются цельные или армированные конструкции. Армирование позволяет уменьшить температурные расширения.
Выполнено оно может быть следующими способами:
- покрытием алюминием внешней стороны трубы;
- добавлением алюминиевой сетки в середину конструкции;
- усилением с использованием стекловолокна;
- сплавлением композитного материала с фиброволокнами.
В большей мере это касается устройств с применением алюминия. Пластиковые трубы маркируются латинскими буквами PN и числом после них. Эти цифры обозначают наибольшее давление, которое может выдержать конструкция, собранная из них. Так, PN 20 обозначает, что давление в середине водовода может достигать 2 МПа.
Технические характеристики используемых типов ППР и особенности их соединения для наглядности удобно свести в таблицу:
| Вид усиления | Выдерживаемая наибольшая температура воды, С | Степень деформации | Наибольшее выдерживаемое давление, атм | Применение | Особенности соединения |
| без армирования | 60 | средняя | 1 | холодное водоснабжение | — |
| перфорация алюминием | 70 | средняя | 1,5 | передача горячего или холодного носителя | требует удаление перфорации перед пайкой |
| стекловолокно | 90 | низкая | 2 | системы отопления, тёплый пол | не требует зачистки |
| композитный материал | 95 | нулевая | 3 | любое | время окончательного соединения составляет три минуты |
Таким образом, область применения полипропиленовых водоводов обширна. А их устойчивость к коррозии и внешним воздействиям, механическая твёрдость, долговечность, простота монтажа и невысокая цена делают их популярными. Немало этому способствует и простота соединения частей конструкции, обеспечивающая надёжное неразъёмное соединение. Для сравнения, монтаж всей системы своими руками занимает в пять-шесть раз меньше времени, чем из металла.
https://youtube.com/watch?v=4lwO1ZcIDfE
Инструкция по сварке
В бытовых условиях пайка полипропиленовых фитингов и труб в единую конструкцию чаще всего выполняется методом термической полифузии. После нагрева специальным прибором трубы быстро соединяются. Работы, в соответствии с технологией, выполняются поэтапно.
Подготовка
На подготовительном этапе разрабатывается проектная документация, в которой обязательно указывается выбранная схема трубопровода. Правильно определяются места фиксации системы к стенам, а при необходимости посредством строительного инструмента пробивается требуемое количество крепёжных отверстий.
Размечать и затем нарезать полипропиленовые трубы на отдельные элементы нужно в строгом соответствии с заранее подготовленной схемой, а также натурными замерами. Такое несложное мероприятие позволит убедиться в точности выполненной разметки.
Выложенные на максимально ровной поверхности отрезки труб должны повторять правильную последовательность соединений. Фольгированные части с торцов удаляются торцевателем, после чего на выбранных концах маркёром отмечается глубина вхождения в фитинг.
Нагрев
Рабочую температуру нагревателя на паяльном устройстве нужно выбирать в зависимости от технических характеристик труб. Процесс пайки трубопроводов, имеющих алюминиевое армирование, следует производить при температурных показателях насадки в пределах 260-300оС.
Используемое в работе паяльное оборудование перед сваркой должно набрать температуру нужной величины, поэтому терморегулятор устанавливается в соответствующее положение, а вилка самого прибора включается в розетку электрической сети.
О готовности сварочного аппарата к сварке полипропилена сигнализирует переключение на приборе специальной подсветки. На разных моделях оборудования варианты сигнального оповещения имеют отличия. Чтобы не ошибиться в правилах эксплуатации устройства нужно внимательно изучить прилагаемую производителем инструкцию.
Сварка
Правильная работа – это одновременный нагрев паяльным устройством конца полипропиленовой трубы и фитинга. При этом используемый фитинг располагается на специальном насадочном дорне, а труба с небольшим физическим усилием вставляется в гильзу. Глубину вхождения нужно в обязательном порядке контролировать в соответствии с нанесённой на ППР трубу маркерной разметкой.
|
Диаметр (мм.) |
Глубина сварки (мм.) |
|
20 |
14,0 |
|
25 |
16,0 |
|
32 |
20,0 |
|
40 |
21,0 |
|
50 |
22,5 |
|
63 |
24,0 |
|
75 |
28,5 |
|
90 |
33,0 |
|
110 |
39,0 |
Стандартное время нагрева всех соединяемых элементов подбирается в зависимости от их диаметра. Объединять полипропиленовые трубы и фитинги необходимо достаточно быстро, благодаря чему предотвращаются температурные потери нагретого материала. Стыкование элементов осуществляется посредством ровного поступательного движения без вращения.
Соединённую конструкцию трубопроводного участка следует надёжно фиксировать до момента набора состыкованными полимерными элементами максимальных показателей прочности. Как показывает практика, система схватывается в течение 10-20 секунд (зависит от D трубы). Идеальный вариант – сохранение зафиксированного положения до полного охлаждения участка соединения.
|
Диаметр (мм.) |
Время остывания (сек.) |
|
20 |
3 |
|
25 |
3 |
|
32 |
4 |
|
40 |
4 |
|
50 |
5 |
|
63 |
6 |
|
75 |
8 |
|
90 |
10 |
|
110 |
10 |
Зачистка
После того, как будут закончены все сварочные работы, и полностью остынет материала в узлах соединений, участки стыкования аккуратно зачищаются от естественных пластиковых наплывов. Такое мероприятие позволяет придать сварным конструкциям аккуратный и эстетичный облик.
С этой целью можно использовать острый нож, но зачистка должны выполняться очень аккуратно. Следует помнить, что чрезмерное количество наплывов полимерного материала вполне может воспрепятствовать плотной посадке трубопроводных элементов в крепёжные клипсы.
Важные дополнения
Безусловно, для сварки полипропиленовых труб нужно применять только специальные приборы, а в бытовых условиях лучшим вариантом станет простое ручное оборудование с минимальным количеством стандартных насадок.
Некоторыми производителями в одном приборе устанавливается сразу два нагревателя, которые оснащены отдельными включателями. Нет нужды использовать одновременно оба нагревателя, потому что может произойти перегрев пластика и перегрузка электрической сети.
Сегодня к самым лучшим, хорошо зарекомендовавшим себя маркам приборов для сварки полипропиленовых труб (по мнению специалистов и пользователей) можно отнести: Candan Сm-03, Elitech СПТ-1000 и Elitech СПТ-800, Wester DWM-1500, Prorab 6405-К, BRIMA TG-171 и Gerat Weld 75-110.
Читайте так же:
Какие ошибки мастера совершают чаще всего?
Спешка и отсутствие опыта ведут к тому, что неправильно выполняется даже такой процесс, как пайка полипропиленовых изделий. Опишем самые распространённые проблемы и их особенности.
Чаще всего дефекты на изделиях появляются из-за того, что неправильно размещены соединительные элементы во время пайки. Например, появляются зазоры, когда конструкция не вводится в фитинг до самого конца. Из-за чего уменьшается рабочее давление, толщина стенок. Особенно актуальна проблема для тех, кто сразу после нагрева вводит трубу своими руками в фитинг, не прилагая достаточных усилий.
При этом во время проведения пайки не допускаются и чрезмерные усилия. Иначе появляется другая проблема. Из зазора, по краям которого находятся торец и внутренний упор конструкции, начинают выдавливаться излишки расплавленного материала.
Такие излишки ещё называют «гратом». После чего снижается проходимость рабочего вещества по системе. Соединительный элемент начинает испытывать более серьёзную нагрузку.
- Некоторые не всегда правильно выставляют температуру. Нужная температура составляет – 260 градусов. Отклонения которое допускается – минус\плюс десять градусов. Это значение оптимально для любой разновидности изделий, вне зависимости от диаметра. Главное – чтобы паяльник не перегрелся. Тогда в материале можно будет поддержать необходимый уровень давления. При этом поверхность не должна остыть слишком сильно до того, как все элементы соединятся друг с другом.
- Ещё одна распространённая проблема – неправильно подобранное оборудование. Паяльники нужно выбирать по мощности в зависимости от того, трубу какого диаметра придётся обрабатывать. Например, мощность в 500 Ватт – лучший вариант для 50-миллиметровой конструкции. 1000 Ватт нужно, если обработке подвергается 100-миллиметроый трубопровод.
Видео 6. Ошибки подбора соединительных фитингов для пайки + таблица времени сварки
Как НЕ надо паять полипропиленовые трубы!
Watch this video on YouTube
Советы по выбору аппарата для сварки
Перед покупкой подходящего оборудования рекомендуется обратить внимание на следующие несколько характеристик:
- Изготовитель. От чего зависит стоимость аппарата, качество изготовления.
- Материал, из которого сделано устройство, качество сборки. Без учёта этого фактора паять нельзя.
- Комплектация, дополнительные насадки.
- Мощность. Зависит от того, детали с каким диаметром подвергаются пайке.
Паяльник для труб ПВХ– это инструмент с максимально простым принципом работы. Нагревательный элемент находится в самой середине. Он и отвечает за создание оптимальной температуры во время пайки.
Видео 7. Обзор паяльника для сварки ПВХ
Обзор сварочного аппарата для пластиковых труб Patriot PW 205
Watch this video on YouTube
Процедуру лучше выполнять не одному, а вместе с помощником. Кто то должен управлять инструментом, а другой готовит и ставит на место детали.
О мощности
Оборудование с мощностью от 1,5 до 2 Ватт встречается на рынке чаще всего. Этого может оказаться даже много для тех, кто пользуется инструментом в домашних условиях.
Хватает и 680 Ватт, чтобы решить данную задачу. По крайней мере, для работы с изделиями диаметром 16-63 миллиметра. 850 Ватт – оптимальное решение для ∅ 63-75 мм. Наконец, от 1200 Ватт понадобится для изделий ∅ на 125 миллиметров, так паять будет легче.
Как быть с насадками?
Лучше приобретать большие комплекты. Оптимальный выбор – инструменты с насадками практически для каждого диаметра, по паре штук. Их многие паяльники позволяют одновременно установить две и больше. Но это профессиональные агрегаты, потому они стоят недёшево.
Дополнительные рекомендации
Для 5-сантиметровых и больших диаметров оптимальное решение – применение стыкового соединения. Но этот совет носит характер рекомендации, а не обязательной аксиомы.
К поверхности, чья температура доведена до определённого показателя, подводим раструб, которым снабжён фитинг. После этого переходят к работе с самой трубой
Время выдержки важно соблюдать точно. Видео добавят наглядности рассказу
Главное достоинство данной технологии – в том, что на прямых участках не нужно ставить фитинги. Главное – чтобы срезы у конструкций были максимально ровными. В этом помогут специальные инструменты.
К нагревающим элементам паяльника они подводятся друг к другу, на одну линию, это правило тоже необходимо соблюдать строго. Благодаря этим устройствам легче проводить центрирование, чтобы добиться лучшего результата. На видео отчётливо виден каждый этап.
У некоторых паяльников есть специальные звуковые сигналы, извещающие о начале или о конце какого-либо этапа. Благодаря этому пайка ПВХ труб становится более эффективной.
Виды пластиковых труб, тонкости процесса спайки
Понятие «пластиковые трубы» объединяет в себе ряд изделий, которые имеют различие в использовании и химическом составе. Выделяют следующие виды:
- Поливинилхлоридные (ПВХ). Рекомендуются для холодного водоснабжения. Легкие, прочные. Используются для прокладки в открытом виде.
- Полипропиленовые (ПП). Выдерживают высокие температуры, давление, предназначены для транспорта горячих жидкостей и в отопительных системах. Соединения отдельных элементов осуществляют пайкой пропиленовых труб.
- Полиэтиленовые(ПЭ) . Гибкие, эластичные, при нагревании становятся мягкими. Бывают высокого (ПВД) и низкого давления (ПНД). Используются для холодной воды.
- Из сшитого полиэтилена (РЕХ). Легко изгибаются, выдерживают механические нагрузки, высокие и низкие температуры. Предназначены для горячего и холодного водоснабжения.
- Металлопластиковые. Многослойные. Используются для питьевого водопровода и отопления.
Пайка пластика обеспечивается термопластичностью материала. При нагреве он становится мягким, как пластилин, отдельные фрагменты легко соединяются при взаимном прижатии. Остывание приводит к образованию прочного стыка, который не пропускает жидкость.
В процессе пайки имеет место полифузия – взаимное проникновение молекул. Так как шов образуется из материала изделий, его химическая формула равна формуле материала и сохраняет его физические свойства. В стыке нет границы между элементами, чем объясняется его прочность.
Подготовка к пайке полипропилена: этапы
Этапы подготовки к процессу пайки выглядят следующим образом:
- проследите за размерами отрезков, перед их соединением. Сделайте схему разметки водопровода и замеры длины труб. Помните, что во время нагревания в аппарате труба становится короче порядка на 1 мм, учтите это;
- аккуратно соединяйте трубу и фитинг, лучше применяйте для этого линейки, отвесы, угольники и прочее. Также ориентируйтесь на продольную линию для разметки;
- следите за тем, как выглядит место стыка и фитинг. Во время нагрева на соединяемых концах появляется кольцо и нужно, чтобы оно было одинаковым на всех последующих соединениях. Глубину раструбной части насадки лучше измерить.
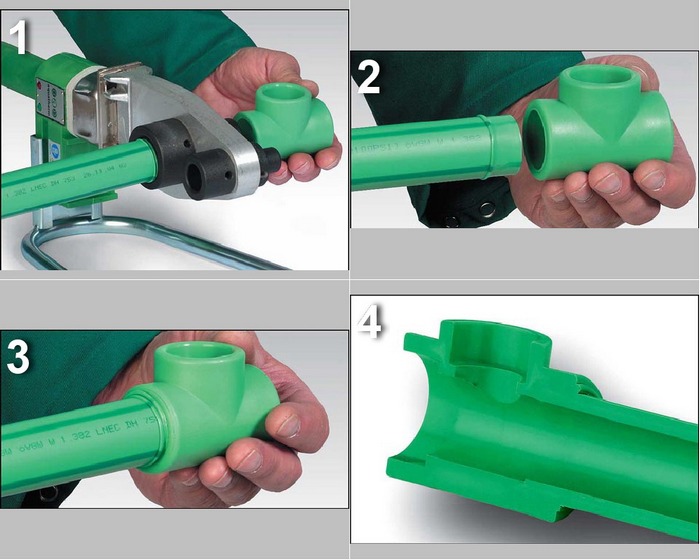
Как выглядит процесс пайки: этапы и видео
Обычные трубы при помощи пайки соединяются немного не так, как армированные. Чтобы сварить обычные трубы, подберите насадки и установите на аппарат, соблюдая прочность соединения, иначе он быстро сломается.
Включите аппарат и установите требуемую для нагревания температуру используя при этом прилагаемую таблицу, где указаны оптимальные температурные режимы для того или иного материала. Когда показатель достигнет требуемой отметки, сработает индикатор готовности. Далее сделайте следующие действия:
- возьмите фитинг и части труб для соединения друг с другом;
- вставляйте фитинг в насадку изнутри;
- наденьте трубу в насадку с внешней стороны;
- установите таймер для нагревания;
- вынимаете нагретые части и соединяете при вставке конструкции в фитинг.
При пайке армированных конструкций снимите слой фольги, чтобы соединение было максимально надежным. Потом процесс аналогичен сварке обычных конструкций.
Итак, когда вы несколько раз перечитаете советы по пайке и пересмотрите обучающее видео, со временем вы поймете, что освоить данный навык было не так уж и сложно. А это новые возможности и новая профессия.
Виды пластиковых канализационных труб
Сырьё, из которого производятся данные изделия, во многом определяет тип их соединения. Поэтому на этом вопросе следует остановиться несколько подробнее.
По материалу полимерные канализационные трубы подразделяются на несколько видов.
Полипропиленовые (ПП). Отличаются стойкостью к высоким температурам и продолжительным сроком службы (до 100 лет). Совокупность этих характеристик позволяет использовать ПП трубы для создания внутренней канализации. В наружных сетях применять данные изделия не рекомендуется, поскольку полипропилен характеризуется повышенной мягкостью, что может обусловить деформацию трубопровода в процессе эксплуатации.
Полипропиленовые трубы часто используются в системах водоотведения благодаря своим качествам
К достоинствам ПП труб можно отнести:
- высокую диффузионную стойкость;
- устойчивость к воздействию щелочей и кислот;
- высокую термостойкость (температура стоков может достигать 100˚С);
- механические воздействия приводят к деформации ПП труб, но не к их поломке;
- экологическая безопасность.
Не следует забывать и о следующих недостатках таких изделий:
- плохо переносят воздействие ультрафиолетового излучения;
- высокая эластичность. Это свойство требует утолщение стенок, когда пластиковый трубопровод прокладывается в земле.
Поливинилхлоридные (ПВХ). Такие трубы применяются для создания самотёчных канализационных систем, где нечистоты перемещаются за счёт уклона веток трубопровода и собственного веса. Эти изделия прочные и стойкие к ультрафиолету. Но они характеризуются плохой переносимостью воздействия агрессивных сред и температурных перепадов. Процесс горения поливинилхлорида сопровождается выделением ядовитого газа фосгена.
Трубы из ПВХ рекомендуется применять для внутренней канализации, так как они плохо переносят перепады температур
Чтобы корректно подобрать ПВХ трубы с учётом предполагаемых условий эксплуатации, внимательно ознакомьтесь с ниже размещённой таблицей.
Таблица 1 Класс прочности (символы «SN*») ПВХ труб в зависимости от типоразмера
| SN8 | SN4 | SN2 | Номинальный диаметр труб, мм | |||
| Вес одного пог. метра, кг. | Толщина стенки, мм | Вес одного пог. метра, кг | Толщина стенки, мм | Вес одного пог. метра, кг | Толщина стенки, мм | |
| 58,2 | 18,4 | 48,7 | 15,4 | _____ | _____ | 630 |
| 36,3 | 14,6 | 38,9 | 12,3 | 24,7 | 9,8 | 500 |
| 23,2 | 11,7 | 19,5 | 9,8 | 15,8 | 7,8 | 400 |
| 14,3 | 9,7 | 12,0 | 7,7 | 9,75 | 6,2 | 315 |
| 8,98 | 7,3 | 7,69 | 6,2 | 6,08 | 4,9 | 250 |
| 7,44 | 6,9 | 6,02 | 5,5 | _____ | _____ | 225 |
| 5,77 | 5,9 | 4,84 | 4,9 | 3,87 | 3,9 | 200 |
| 3,69 | 4,9 | 3,14 | 4,0 | 2,56 | 3,2 | 160 |
| 1,74 | 3,2 | 1,81 | 3,4 | 1,46 | 2,7 | 110 |
ПНД трубы. Аббревиатурой «ПНД» обозначается полиэтилен низкого давления. Изготавливаемые из него элементы трубопровода канализации обладают следующими преимуществами:
- небольшой вес;
- стойкость к гидравлическим ударам;
- хорошо переносят воздействие низких (до — 70˚С) температур;
- при высоких температурах не удлиняются и не расширяются;
- низкий коэффициент теплопроводности;
- не подверженность воздействию агрессивных сред;
- большой срок эксплуатации.
Минусов у ПНД труб меньше. Основным недостатком является низкая стойкость к воздействию высоких температур. Однако сшитый полиэтилен может выдержать +400˚С.
Из других отрицательных свойств стоит выделить:
- под действием ультрафиолетового излучения привлекательные характеристики утрачиваются;
- невысокая механическая прочность.
Поэтому, применяя такие трубы для внешней канализационной системы, нужно прятать их от солнца.
Пластиковые трубы подходят для внешней канализации, но их нужно укрывать от ультрафиолета
Как выбрать качественную полипропиленовую трубу
Для того, чтобы выбрать качественные полипропиленовые трубы стоит знать и учитывать следующие моменты:
- Краситель, используемый при изготовлении полипропиленовых труб тоже имеет достаточно большую плотность (1,15 — 2,7). Его содержание в трубе обычно от 0,05% до 2%. Содержание в фитинге от 0,05 до 3%. Некоторые изготовители используют очень концентрированный краситель для уменьшения его процентного содержания в трубе. Оставшийся объём замещается мелом или тальком. В результате таких действий качество полипропиленовых изделий падает. К сожалению определить это достаточно проблематично.
- При выборе полипропиленовой трубы стоит руководствоваться ГОСТ-ом 32415-2013. Для покупки наиболее качественного изделия стоит промерить её штангенциркулем. В том случае, если полученные результаты не укладываются в ГОСТ, изделие лучше не брать. Помимо этого не стоит брать овальные или просаженные трубы.
Помимо вышеперечисленных нюансов существуют моменты связанные с производителем, либо с содержанием дополнительных веществ:
Качество импортных полипропиленовых изделий выше отечественных, но в то же время выше в цене примерно на 20%. Эталоном качества считаются полипропиленовые трубы Borealis
В случае выбора труб до 60 мм стоит обратить внимание на изделия Сибур и Лукойл.
При выборе полипропиленовых труб, содержащих стекло, стоит знать, что его оптимальное содержание в полипропилене от 17 до 22%. В том случае, если рамки этого показателя не будут соблюдены, может возникнуть либо линейное расширение трубы, либо возрастёт её хрупкость
Для определения содержания стекла необходимо его плотность (2,5 — 2,6) умножить на объём трубы. Затем перемножить плотность полипропилена (0,9) на тот же объём. Разница покажет содержание стекла.
При выборе полипропиленовых труб с алюминием (фольгой) стоит проверить следующие момент. Попробовать просунуть канцелярский нож между слоем полипропилена и алюминия. В том случае если нож зайдёт хотя бы на 1 мм, трубу брать не стоит. Качественная труба изготовлена с применением перфорированной фольги, для улучшения сцепления слоёв.
Для того, чтобы выбрать качественное изделие без применения вторичного сырья, стоит узнать цену полипропилена на бирже, добавив накладные расходы и прибыль. По итогу, качественный продукт будет стоить больше 140 — 160 руб/кг.
Рекомендации — как паять полипропиленовые трубы
Прежде чем приступать к паяльным работам, следует внимательно изучить технологию, необходимые инструкции, научиться пользоваться паяльником, чтобы снизить риски неисправимых ошибок.
При пайке труб необходимо помнить, что это часть пайки трубопровода, поэтому работы следует начинать с их наиболее сложного шага – разметки.
Именно разметка подскажет, как ровно паять полипропиленовые трубы. Хорошо, когда разметку выполняет специалист, знакомый с чертежами трубопроводной системы, и представляющий реализацию чертежей.
Резка труб
Прежде чем отрезать трубы, меряют интервал между фитингами и к полученному расстоянию прибавляют 3 см. После этого аккуратно, под прямым углом режут трубу специальными ножницами.
На трубу надевают фитинги, маркером отмечая на ней глубину, тем самым нанося на изделие поперечную отметку. А продольная даст возможность состыковать трубопроводные элементы по осям.
Пайка полипропиленовых труб
Сначала следует включить паяльник и в его отверстие вставить насадку нужного диаметра. Используя терморегулятор, необходимо установить оптимальную температуру пайки.
Рекомендуемая величина:
- 260°С – для полипропиленовых труб;
- 220°С – для полиэтиленовых.
Паяльник прогревают за 10-20 минут. О готовности к работе можно узнать по индикатору нагрева.
Далее на насадку паяльника в умеренном темпе надевают элемент трубопровода, который нужно нагреть. Его греют в течение необходимого по технологии времени и быстро снимают с насадки, придерживая паяльник, если это необходимо.
Сколько паять полипропиленовые трубы? Как правило, полипропиленовая труба остывает секунд за 8-10, а значит, работать нужно довольно быстро. С помощью насадки за раз можно прогреть два элемента – параллельно по внешней и внутренней поверхности.
Нагретый элемент надевают на трубу, совмещая поперечные и продольные отметки. После этого убеждаются в качестве соединений
Важно, чтобы по внешнему виду паяльный шов был ровным
Для качественного соединения лучше паять трубы в течение времени, указанного в технологических таблицах.
В ходе работ следует пользоваться защитными перчатками. Работать с полипропиленовыми трубами необходимо внимательно и терпеливо.
Паяние труб несложный процесс, но весьма ответственный. Если вы хотите лучше понимать, как паять армированные полипропиленовые трубы, видео на этой странице поможет вам разобраться в технологии паяльных работ.
Таблица расчета времени
В этот период нельзя допускать перекосов. Комплектующие надо снять с насадок и зафиксировать не в дырку, а стык в стык. В первые секунды, когда изделия только получилось сварить, ещё можно скорректировать прямолинейность зоны спайки.
Спайка проходит так:
- Надо изучить правила эксплуатации оборудования.
- Прибор включить в электросеть и нагреть до определенного температурного режима.
- Изучить инструкцию, в которой написано, при какой температуре проводить паяние. Эта информация поможет предотвратить брак в работе.
- Обычно температура будет 260ᵒС. Отрезок трубы и фитинг надо вставить в насадки агрегата на строго определенное время нагрева.
- Их следует удерживать неподвижно. Вращать или сдавливать трубы, фитинги нельзя.
- Для полного застывания расплавленного пластика необходимо примерно 15 сек.
Пайку труб намного легче осуществлять вдвоем
Спаивание готово. В дальнейшем ошибки уже не исправить. После завершения работы трубопроводы прикрепляют к стенкам с помощью разного рода крепежей, которые создают неподвижность. Ниже приведена таблица времени спайки в зависимости от диаметра изделий.
| Диаметр | мм до метки | Разогрев | Охлаждение |
| 90 | 29-35 | 40 | 8 |
| 63 | 24-30 | 24 | 6 |
| 25 | 15-19 | 7 | 2 |
| 50 | 20-27 | 18 | 4 |
| 40 | 18-24 | 12 | 4 |
| 32 | 16-22 | 8 | 4 |
| 75 | 26-32 | 30 | 6 |
| 20 | 14-17 | 6 | 2 |
Таблицей пользоваться нужно обязательно, тогда монтаж пройдет безупречно. Если на поверхности насадок присутствуют следы пластика, надо разогреть агрегат, а потом убрать все лишнее тряпкой.
Не соблюдение времени нагрева трубы
Контактная сварка полипропиленовых труб производится с помощью сварочного аппарата. Прибор состоит из гильзы и дорна, которые плавят наружную и внутреннюю поверхности раструба.
Время нагрева — ахиллесова пята каждого второго сварщика полипропиленовых труб. ППР трубы должны находиться строго определенное время в сварочном аппарате (он же паяльник). Редкий мастер соблюдает рекомендации производителя. Температуру, количество секунд/минут. Даже если заявляет, что профи.

Для каждого диаметра трубы в сварочном аппарате предусмотрено свое время нагрева
Грамотный специалист следит, сколько времени труба находится в аппарате. Смотрит температуру. Показатели указаны в нормативах и требованиях. Перечислены в инструкциях. Доморощенные монтажники определяют время на глаз. Повышая риски поломки. Стыки дают сбой после установки, либо спустя несколько месяцев-лет.
Есть набор методов, которыми производится пайка полипропиленовых труб своими руками. Время нагрева, рекомендации, числовые значения указаны производителем в инструкции к пайке. Если изделия находились на сварочном аппарате недостаточно, произойдет протекание или расстыковка.
Пайка полипропилена, технологическая последовательность
Технология пайки полипропиленовых труб включает определенную последовательность действий
Кроме того, есть правила, которые не стоит обходить вниманием, собирая трубную конструкцию из пластиковых трубных изделий своими руками. В каждой работе существуют нюансы, что постигаются с опытом, в целом же технологический процесс выполняется следующим образом
- Паяльник вставляется в штатив и оснащается необходимыми насадками, соответствующими диаметрам используемых труб и соединительных элементов. Если предполагается работа с одним сечением, насадка крепится, соответственно, одна. Прибор подключается к электропитанию, ручкой терморегулятора выставляется необходимая температура нагрева (рекомендуемый температурный режим 260-280˚С).
- В то время, когда паяльник набирает необходимую рабочую температуру, готовятся стыкующиеся элементы. В первую очередь нужно отмерять и отрезать необходимый по длине фрагмент трубы и подобрать необходимый элемент стыковки (фитинг, угол, тройник). Срез зачищается от заусениц и шероховатостей, что могли образоваться при резке. Все переходники имеют на внутренней поверхности ограничительные выступы. На трубе маркером необходимо сделать отметку так, чтобы при соединении торец не доходил до ограничителя примерно 1 мм. Стыкующиеся поверхности очищаются от пыли и обезжириваются.
- Готовность паяльника к работе определяется по переключению сигнальных лампочек. Стоит после сигнала выждать примерно 5 минут, так как насадка также имеет инерцию нагрева. Когда прибор полностью прогрелся, надевают рабочие рукавицы (техника безопасности) и приступают непосредственно пайке. Сначала фитинг, затем труба с усилием вставляются в горячую насадку. При вставлении допускается незначительное осевое смещение (проворачивание) разогреваемых элементов.
- Время разогрева зависит от диаметра трубопровода. Для труб диаметром 16 и 20 мм период разогрева составит 5-6 секунд, при сечении 25 и 32 мм, — 7-8 секунд. По истечении обозначенного периода стыкующиеся детали своими руками вынимаются из насадки (сначала труба, затем переходник), и трубный торец вводится без осевого смещения в стыковочный элемент так, чтобы сделанная метка совпала с наружным краем фитинга. Также отметка поможет определить правильное осевое расположение соединяемых деталей.
- Соединенные детали удерживаются в одном положении. Период фиксации зависит от диаметра и составляет 4-12 секунд. В этот период спаивающиеся элементы нельзя смещать ни в одном направлении, — такие действия резко ухудшают качество соединения, что может стать причиной недостаточной герметизации и образования течи в будущем. Полностью остывшее соединение считается готовым для эксплуатационных нагрузок.
Дополнительные элементы для монтажа
Перед тем, как начать монтаж полипропиленовых труб, инструкция показывает, что потребуются некоторые дополнительные элементы:
полипропиленовые трубы — практически любое решение
- повороты – детали, необходимые для изменения направления трубопровода. Могут иметь различные углы сгиба;
- резьбовая муфта – может иметь наружную или внутреннюю резьбу. С помощью этого элемента можно произвести соединение полипропиленовых труб с насосом, счетчиком или другим сантехническим приспособлением;
- колено – согнутая под определенным углом деталь, оснащенная резьбой. Применяется для объединения пластиковых и металлических труб в единую систему, для установки кранов, а также монтажа трубопровода на горизонтальную поверхность. Этот элемент может иметь «ушки» для крепления к стене;
- соединительная муфта – с ее помощью можно починить полипропиленовые трубы для водопровода или соединить детали на прямом участке системы. Также с помощью этой детали производится врезка в полипропиленовую трубу тройника или другой дополнительной детали;
- обводки – аккуратно загнутый отрезок трубы, который можно использовать в местах пересечения;
- клипсы – необходимы для присоединения трубопроводной системы к вертикальной поверхности;
- мерилон – утеплительный материал, необходимый при проведении скрытого водопровода. Он помогает избавляться от конденсата, что увеличивает срок службы полипропиленовых труб.








